Aluminium schweißen
Die verschiedenen besonderen Eigenschaften von dem Metall Aluminium haben wir kennengelernt. Durch diese Eigenschaften ist eine unterschiedliche Herangehensweise beim Schweißen von Aluminium gegenüber von Stahl, Edelstahl oder anderen Metallen notwendig.
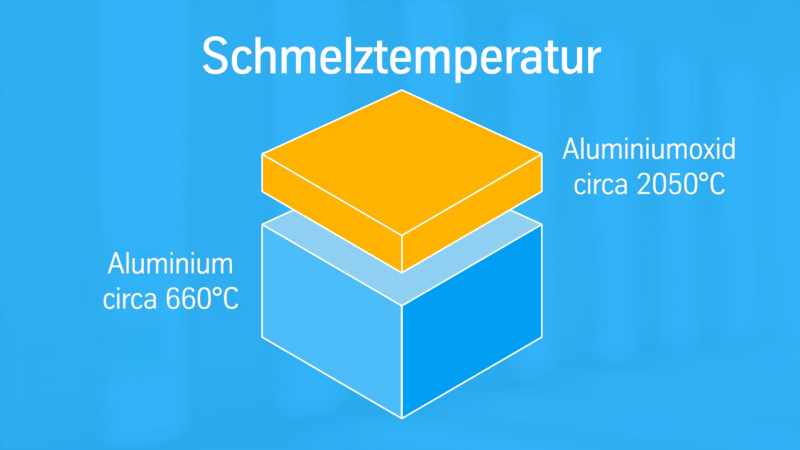
Aluminiumoxid beim Schweißen
Wie bereits besprochen hat das Material Aluminium hervorragende mechanische und chemische Eigenschaften. Ein Beispiel dafür ist die Oxidschicht. Diese selbst bildende Schicht schützt Aluminium zwar zuverlässig vor Korrosion, aber sie bildet eine der Herausforderungen beim Aluminium schweißen. Die Schmelztemperatur von reinem Aluminium liegt bei circa 660 Grad Celsius und ist somit weitaus niedriger als der hohe Schmelzpunkt von Aluminiumoxid, welcher bei circa 2050 °C liegt. Die unterschiedlichen Legierungen von Aluminium nehmen Einfluss auf den Schmelzpunkt und müssen beim Alu Schweißen vorab berücksichtigt werden. Beim Schweißen werden die Schweißflächen aufgeschmolzen, um ein Zusammenfließen an der Schweißnaht zu ermöglichen. Wenn die Aluminiumoxidschicht nicht aufgeschmolzen wird, ähnelt diese beim Schweißen einer zähen Membranschicht und verhindert das Zusammenfließen des Grundwerkstoffs.
Zum Aluminium schweißen ist es deshalb zwingend notwendig diese Aluminiumoxidschicht zu entfernen. In der Regel geschieht dies entweder durch chemische Reinigung mit Flussmittel oder mit den Reinigungseffekten des Lichtbogens.
Wärmeleitfähigkeit und Wärmeausdehnung bei Aluminium
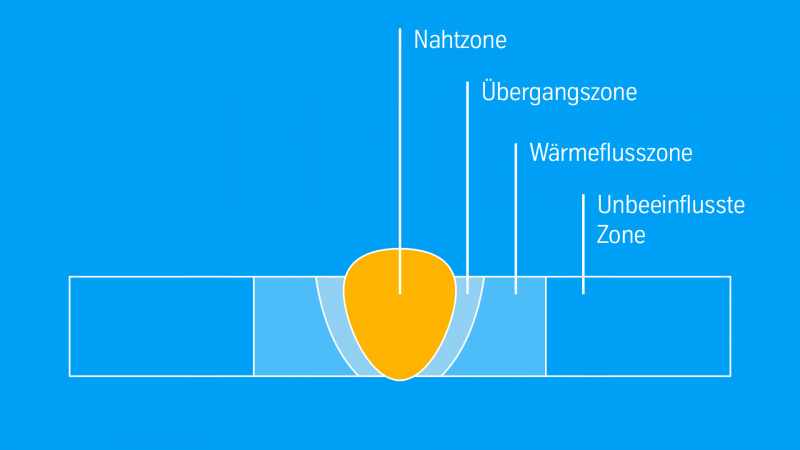
Ein weiterer negativer Faktor sind die beim Schweißen eingebrachten hohen Temperaturen. Verglichen mit Stahl besitzt Aluminium eine höhere Wärmeleitfähigkeit und Wärmeausdehnung. Durch diese Eigenschaft wird die Wärme an der Schweißstelle schneller abgeleitet. Das erfordert, trotz des niedrigen Schmelzpunkts, einen erhöhten Wärmebedarf. Weiterhin dehnt sich Aluminium bei Erwärmung doppelt so stark aus wie Stahl. Als Resultat folgt eine stärkere, unkontrollierte Verformung der geschweißten Alu Werkstücke und eine höhere Schrumpfspannung an den Schweißstellen.
Die Wärmebeeinflussung von Aluminium ist im Vergleich zu Stahl hoch. Das bedeutet, dass die Festigkeitssteigerungen die durch Kaltverfestigung oder dem Auslagern erreicht wurden, rückgängig gemacht werden. Aufgrund dessen wird das Metall im Bereich der Schweißnaht weicher. Deshalb eignen sich Stellen am Werkstück mit erhöhtem Festigkeitsbedarf nicht zum Schweißen.
Empfohlene Schweißverfahren bei Aluminium

Zum Schweißen von Aluminium eignet sich das MIG Schweißen und das MAG Schweißen mit Schutzgas. Bei beiden Verfahren wird beim Schweißprozess die Oxid Haut der Oberfläche durch den Lichtbogen gereinigt. Ein Schweißgerät für das E-Hand Schweißen eignet sich eher weniger für das Schweißen von Aluminium, da sich hier das Alu Blech aufgrund der hohen Hitze schnell verformen kann.
Die Schweißstelle sollte vor dem Schweißen gründlich gereinigt werden, so dass keine Oxidschicht mehr vorhanden ist. Weiterhin sollte das Werkstück vorgewärmt und das Abkühlen verzögert werden, um einer möglichen Verformung des Aluminiums entgegenzuwirken.
Aufgrund der Schweißverfahren sollte beim Schweißen von Bauteilen aus Aluminium besonders auf Gaseinschlüsse geachtet werden, die nach der Fertigstellung die Stabilität der Schweißnaht beeinträchtigen.
Welche Aluminiumlegierungen sind gut schweißbar?
Die 1000er, 3000er, 4000er, 5000er, und die 6000er Legierungen sind laut der AWS - der American Welding Society - besonders gut zu schweißen. Diese Legierungen weisen eine hohe Schweißfestigkeit, sowie eine gute Schweißbarkeit auf. Dank dieser mechanischen Eigenschaften lässt sich das Material vom Schweißer besonders gut verarbeiten.
Ein Einblick in unser Aluminium Sortiment:

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 2 mm bis 60 x 2 mm
- Normen: 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 15 x 10 x 2 mm bis 100 x 40 x 3 mm
- Normen: 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Normen: EN 573/755/-3
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 8 mm bis 50 mm
- Normen: EN 573/755/-4
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 10 x 10 x 2 mm bis 50 x 50 x 50 x 3 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Normen: EN 573/755/-5
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 2 mm bis 60 x 5 mm
- Normen: EN 573/755/-8/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 25 x 25 x 2 mm bis 90 x 90 x 4 mm
- Normen: 573/755/-8/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 15 x 15 x 2 mm bis 60 x 60 x 6 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 20 x 20 x 20 x 2 mm bis 40 x 40 x 40 x 3 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66
Weitere Themen zu Aluminium:


Umformen von Aluminium
Bisher haben wir den Werkstoff Aluminium näher betrachtet und sind auf die verschiedenen Legierungen und deren Lieferzustände eingegangen. Im Zusammenhang damit steht das Biegen bzw. das Kanten.
Zum Blogartikel

Tief- und Streckziehen von Aluminium
Zum Thema Umformen von Aluminium sind wir schon auf das Biegen und Abkanten eingegangen. Heute wollen wir näher auf die Umformverfahren Tiefziehen und Streckziehen eingehen.
Zum Blogartikel

Oberflächenbehandlungen von Aluminium
Eine Besonderheit von Aluminium ist die Oberfläche. Unbehandelt ist diese silbrig grau und kann, je nach Bearbeitungsprozess, maschinelle Rückstände aufweisen.
Zum Blogartikel



