Umformen von Aluminium
Biegen und Abkanten von Aluminium
Beim Biegen, beziehungsweise dem Kanten, wird das Metall in Form gebogen. Dabei wird die Biegekante kaltverfestigt. An einer Büroklammer ist Kaltverfestigung schnell erklärt. Wenn Sie eine Büroklammer an einer Stelle wiederholt umbiegen, werden Sie feststellen, dass Sie immer mehr Kraft benötigen. Das liegt an der Kaltverfestigung. Wenn durch diese Umformung das Verformungspotential erschöpft ist, bricht die Büroklammer.
Gut biegen lassen sich die weichen Reinaluminiumwerkstoffe aus der 1000er Gruppe und die Magnesium legierten Werkstoffe der 5000er Gruppe. Wie in dem vorherigen Podcast bereits erwähnt, ist auch der Lieferzustand der Legierung ausschlaggebend für die Umformbarkeit des Materials. Im weichen Zustand, wie beispielsweise H111, bieten die Legierungen das beste Umformpotenzial. Je stärker es verfestigt wurde, wie es bei H12 und H14 der Fall ist, desto geringer ist das Umformpotenzial. Sind enge Biegeradien erforderlich oder gewünscht sollte daher Material im Zustand H111 verwendet werden. Falls zusätzlich noch eine gewisse Festigkeit gewünscht beziehungsweise erforderlich ist, sollte ein rückgeglühter Zustand wie H22 oder H24 eingesetzt werden.
Worauf muss beim Biegen von Aluminium geachtet werden?
Beim Biegen von Aluminium sind mehrere Dinge zu berücksichtigen:
- Welchen Werkstoff möchte ich mit welchen Eigenschaften einsetzen?
- Welchen Lieferzustand möchte ich verwenden?
- Welchen Biegeradius möchte ich verwenden?
Theorie des Abkantens
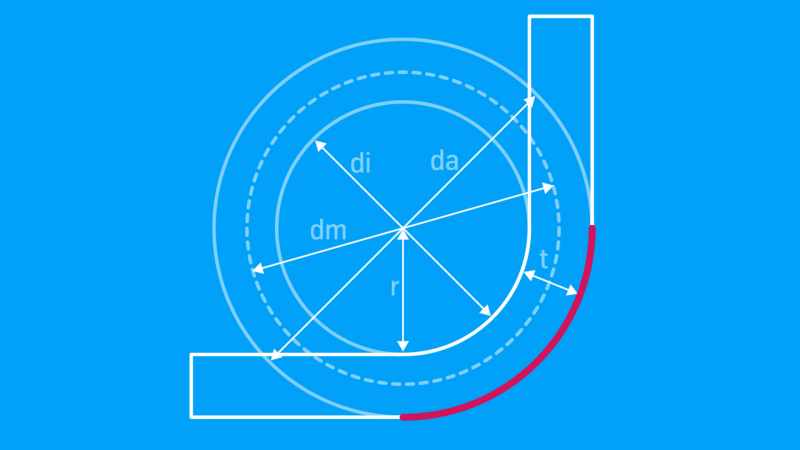
Beim Abkanten wird ein Kreisstück gemäß der Skizze erzeugt. Die Dehnung in der Außenfaser ist ε in [%]. Diese Dehnung sollte kleiner sein als die Bruchdehnung „A“ des Werkstoffes.
Durch diesen rechnerischen Ansatz, kann im Vorfeld abgeschätzt werden, welcher Werkstoff und Lieferzustand geeignet ist. Zusätzlich zu diesem theoretischen Ansatz gibt es in den europäischen Normen und in der Fachliteratur Empfehlungen für anzuwendende Biegeradien.

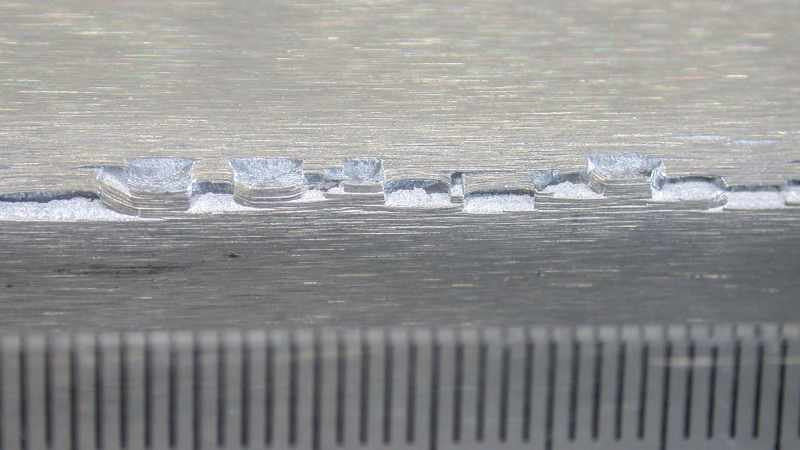
Was passiert, wenn man einen zu kleinen Biegeradius verwendet zeigt folgendes Beispiel: Ein 3 mm starkes Aluminium Blech aus der Legierung EN AW-5754 im Zustand H22 wurde mit einem Biegeradius von 1 mm gekantet. Das Material ist gerissen, da das Umformpotenzial, sprich die Bruchdehnung überschritten wurde und das Material somit überbeansprucht wurde. Ein terrassenförmiger Bruch, ist immer ein Anzeichen für eine Materialüberbeanspruchung.
Wie hätte das verhindert werden können? Die Norm empfiehlt für das verwendete Material bei dieser Abmessung einen Mindestbiegeradius von 1,5 x Blechdicke. Das heißt 1,5 mal 3 mm ist gleich 4,5 mm. Auch bei Betrachtung des rechnerischen Ansatzes ist festzustellen, dass die Dehnung bei 1 mm Biegeradius sehr hoch ist, nämlich 60 %. Bei 4,5 mm Biegeradius beträgt sie nur noch 25 %.

Achten Sie also beim Abkanten immer darauf welchen Werkstoff bzw. Werkstoffzustand Sie vorliegen haben und dass Sie den Biegeradius lieber etwas größer als zu klein wählen. Des Weiteren ist zu beachten, dass die Norm immer nur Mindestwerte für die mechanischen Eigenschaften vorgibt. Folglich können sich auch die gleichen Legierungen mit gleichen Lieferzuständen trotzdem unterschiedlich beim Kanten verhalten. So kann z.B. das eine Material an der unteren Grenze der Festigkeit liegen, dafür aber eine hohe Bruchdehnung aufweisen und hat somit ein hohes Umformpotenzial. Das andere Material dagegen kann eine höhere Festigkeit haben und damit eine niedrige Bruchdehnung bzw. ein niedriges Umformpotenzial. Es handelt sich trotzdem um die gleiche Legierung und den gleichen Lieferzustand und dennoch verhalten sie sich anders beim Kaltumformen. Dies ist zu berücksichtigen, wenn sehr enge Biegeradien verwendet werden. Ansonsten kann es bei verschiedenen Chargen zu Schwierigkeiten bei der Verarbeitung kommen.
Ein kleiner Fakt zum Ende: Am besten ist Aluminium kantbar, wenn es diagonal zur Walzrichtung gebogen würde. Dies ist aber in der Praxis in den meisten Fällen wirtschaftlich nicht sinnvoll.
Bisher haben wir den Werkstoff Aluminium näher betrachtet und sind auf die verschiedenen Legierungen und deren Lieferzustände eingegangen. Im Zusammenhang damit steht das Biegen bzw. das Kanten. Deswegen möchten wir Ihnen jetzt erläutern was beim Umformen von Aluminium zu beachten ist.
Ein Einblick in unser Aluminium Sortiment:

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 2 mm bis 60 x 2 mm
- Normen: 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 15 x 10 x 2 mm bis 100 x 40 x 3 mm
- Normen: 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Normen: EN 573/755/-3
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 8 mm bis 50 mm
- Normen: EN 573/755/-4
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 10 x 10 x 2 mm bis 50 x 50 x 50 x 3 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Normen: EN 573/755/-5
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 10 x 2 mm bis 60 x 5 mm
- Normen: EN 573/755/-8/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 25 x 25 x 2 mm bis 90 x 90 x 4 mm
- Normen: 573/755/-8/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 15 x 15 x 2 mm bis 60 x 60 x 6 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66

- Werkstoff: AlMgSi0,5
- Herstellungsverfahren: gepresst
- Abmessung: 20 x 20 x 20 x 2 mm bis 40 x 40 x 40 x 3 mm
- Normen: EN 573/755/-9
- Lieferzustand: T66
Weitere Themen zu Aluminium:


Tief- und Streckziehen von Aluminium
Zum Thema Umformen von Aluminium sind wir schon auf das Biegen und Abkanten eingegangen. Heute wollen wir näher auf die Umformverfahren Tiefziehen und Streckziehen eingehen.
Zum Blogartikel

Aluminium schweißen
Die verschiedenen besonderen Eigenschaften von Aluminium haben wir kennengelernt. Durch diese Eigenschaften ist eine unterschiedliche Herangehensweise beim Schweißen von Aluminium notwendig.
Zum Blogartikel

Spanende Bearbeitung von Aluminium
Das Spanen oder Zerspanen ist ein Fertigungsverfahren, welches ein mechanisches Abtragen von Material durch Drehen, Bohren oder Fräsen beschreibt. Erfahren Sie hier was zu beachten ist.
Zum Blogartikel



